
Polymaker PolySonic PLA: Impresión rápida y de alta calidad
En los últimos años hemos visto cambios bastante drásticos en la velocidad de la impresión 3D. Pero no se ha hecho mucho para adaptar el filamento a las especificaciones de las impresoras de alta velocidad. Ahora tenemos impresoras que pueden imprimir fácilmente a más de 500 mm/s y, sin embargo, seguimos utilizando el PLA tradicional para ello. Sin embargo, el PLA convencional no siempre funciona bien con caudales elevados.
Nuestra propio ecoPLA puede imprimir fácilmente a 500 mm/s. Sin embargo, 500 mm/s no siempre significa 500 mm/s. Muchas impresoras pueden imprimir a 500 mm/s siempre que el modelo no sea demasiado complejo. Para modelos complejos con muchos movimientos de impresión o formas pronunciadas, la capacidad de aceleración de la impresora limita la velocidad máxima alcanzable para garantizar una calidad decente.
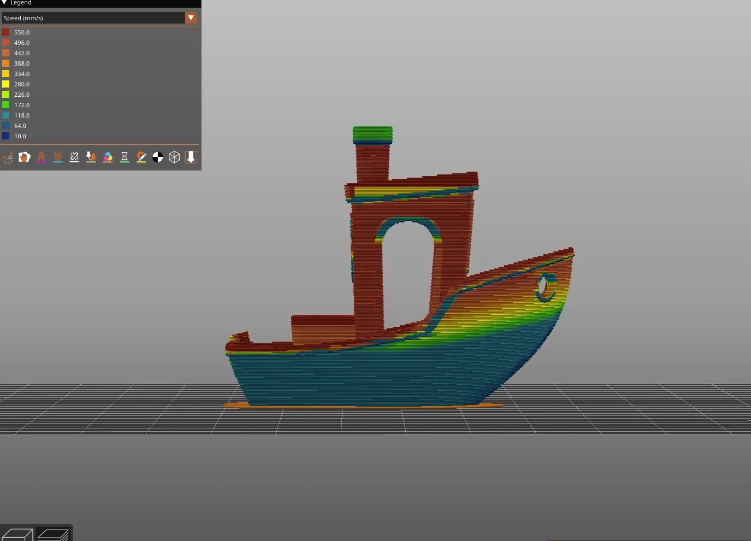
Echa un vistazo a esta imagen. Aquí tenemos el clásico Benchy con una velocidad máxima de 550 mm/s. Todo lo que está en rojo está a máxima velocidad, pero también hay otros valores de velocidad. Aquí hemos limitado la velocidad por motivos de calidad. Notarás el color azul que representa un pronunciado desplome en la proa. Los voladizos afectan negativamente la calidad; aquí las capas no se colocan directamente sobre la capa anterior, sino en ángulo. Esto significa que no son completamente estables y el enfriamiento de los componentes debe solidificarlos lo más rápido posible, de lo contrario se moverán un poco cuando llegue la siguiente capa, lo que resultará en una mala calidad. Aquí hemos reducido la velocidad para que la refrigeración pueda hacerse adecuadamente.
Si tu impresora limita la velocidad porque no puede soportar altas aceleraciones, puede suceder algo similar y las curvas cerradas serán las primeras en ver reducida su velocidad. Mira lo que la alta velocidad puede hacerle a tu querido Benchy:

Otro escenario que causa otro problema es que cuanto más tiempo permanezca el filamento en el hotend (es decir, cuando las velocidades son más bajas), más calor podrá absorber del bloque calentador. Si bien esto es bueno en términos de flujo, en realidad produce un efecto interesante. El filamento más cálido parece más brillante, el filamento más frío parece más opaco. Y cuando estos efectos se combinan, puede resultar en un efecto de rayas que puede describirse como "Shark Skin" en la impresión terminada, que no se ve demasiado bien. En la imagen de abajo puedes ver lo que queremos decir, una mitad se imprimió a 100 mm/s y la otra a 500 mm/s, una es brillante y la otra mate, el contraste es fácil de ver.

Ahora sabemos que las altas velocidades pueden afectar el resultado de la impresión al no darle al filamento suficiente tiempo para enfriarse y crear artefactos antiestéticos cuando las altas velocidades simplemente no son posibles debido a la geometría del modelo.
El PLA en general no es un filamento fácil de enfriar. No muchos filamentos tienen este problema. Desde que las impresoras 3D comenzaron a utilizar PLA en el pasado lejano, siempre hemos requerido un 100% de refrigeración, a diferencia del PETG, ABS, ASA y otros que requieren como máximo un 50% de refrigeración o, en algunos casos, ninguna refrigeración.
La solución obvia es un mejor sistema de refrigeración. Sin embargo, dado que a las impresoras de alta velocidad no les gusta el peso adicional en sus componentes móviles (en el caso de ventiladores adicionales o más robustos), esto no siempre es una ventaja. Algunas impresoras ahora tienen ventiladores en la estructura en lugar del cabezal de impresión para reducir el peso. La serie Neptune 4 tiene ventiladores en el pórtico que se mueven únicamente mediante los motores del eje Z para cambios de turno y saltos Z, otras impresoras como las Voron pueden agregar ventiladores CPAP, que son potentes ventiladores remotos que mueven el aire a través de una ruta. manguera al cabezal de impresión. Pero esto sigue siendo la excepción y la mayoría de las impresoras todavía tienen ventiladores en el cabezal de impresión e, incluso con ventilación adicional, existe un límite en su eficacia.
Incluso si se resuelve el problema de la refrigeración, todavía podemos tener el problema de las velocidades de alimentación variables que provocan el efecto rayado en una pieza impresa.
Entonces, ¿qué más podemos hacer? ¿Qué tal un filamento modificado que se pueda enfriar de manera más fácil y eficiente y donde el cambio de color no se note a diferentes velocidades de alimentación? ¡Parece que ya lo tenemos!
Polymaker PolySonic PLA
El nuevo PolySonic PLA de Polymaker es adecuado para caudales elevados. Puede imprimir hasta 29 mm³/s. Esto significa que si imprimes con una boquilla de 0,4 mm, puede alcanzar velocidades de hasta 500 mm/s al imprimir con una altura de capa de 0,14 mm o menos. Si quieres una impresión de alta calidad a alta velocidad, este filamento es para ti.
Primero, PolySonic es un filamento de alto flujo. Se derrite rápidamente en el hotend, que es exactamente lo que necesitas para un caudal alto. El filamento debe derretirse y reducir su viscosidad lo más rápido posible para minimizar la resistencia, lo que podría hacer que el motor paso a paso tropiece y pierda pasos. Por otro lado, al absorber el calor rápidamente, también puede disiparlo más rápidamente, haciendo que el enfriamiento sea más efectivo. Si bien existen otros filamentos de alto caudal, PolySonic está diseñado para brindar alta calidad a alta velocidad y, a diferencia de estos filamentos, puede eliminar fácilmente la Shark Skin.
Lo probamos en nuestra Anycubic Kobra 2 Pro, una impresora que puede imprimir hasta 500 mm/s con una aceleración de 20K, muy impresionante, especialmente considerando su precio.
Queríamos llevar este filamento al extremo y pudimos imprimir una calidad bastante decente en 13 minutos. Hay que decir que realmente lo maximizamos, nuestro caudal era de 30 mm³/s, por lo que estábamos justo por encima del límite; consulta aquí.
También probamos un cambio abrupto en la velocidad del filamento para mostrar lo bien puede combatir el Shark Skin, y este es el resultado.

Como antes, la mitad es de 100 mm/s y la otra mitad es de 500 mm/s. Absolutamente ningún cambio de color, la Shark Skin se elimina por completo.
También decidimos realizar una prueba más realista en la Kobra 2 Pro con este filamento, por lo que volvimos al Benchy para eliminar cualquier parte visible de la prueba de velocidad anterior. La impresión se completó en 16 minutos y esto es lo que obtuvimos. Sin Shark Skin, buenos voladizos, buenos puentes, bonita chimenea recta, nada mal. Si deseas ver la versión impresa completa, puedes verla aquí.
En caso de que desees lograr los mismos resultados en tu Kobra 2 Pro, hemos recopilado la configuración completa en la siguiente tabla.
Configuraciones de Prusa Slicer para el Benchy de alta velocidad en Kobra 2 Pro con Polymaker PolySonic PLA:
| Layer height | 0,25 mm |
| First layer height | 0,28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5% Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Puentes 100% 25% Superposición: 2% 50% Superposición: 20% 75% Superposición: 40% |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Temperatura de la boquilla | 205C |
| Temperatura de la cama | 60C |
| Refrigeración | 100% |
| Disminuye la velocidad si el tiempo de impresión de la capa es menor | 0 |
| Velocidad mínima de impresión | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Productos relacionados
-

Anycubic Kobra 2 Pro
- Procesador dual core Cortex-A7 de 1,2 GHz,
- Extrusor Dual Gear Direct Drive.
- Doble eje Y y Z.
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- Filamento de alta velocidad
- Alta velocidad de extrusión
- Excelente adherencia de capa
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- Filamento de alta velocidad
- Alta velocidad de extrusión
- Excelente adherencia de capa
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- Filamento de alta velocidad
- Alta velocidad de extrusión
- Excelente adherencia de capa
Artículos de nuestro blog:
- Carbonfilament colorFabb XT-CF20
- Comparación de materiales de impresión 3D: ¿qué filamento se adapta mejor a tu proyecto?
- Episodio de YouTube: ¿Por qué no imprimes más rápido? Speed & Flow Test!
- Bambu Studio Modifiers: ¡Cómo optimizar tu impresión 3D donde realmente importa!
- Así funciona el "Vase Mode" con Cura
Descubre 3DJake:
-
España: envío estándar gratuito a partir de 87,90 €
-
Devoluciones
gratuitas Más de 10.600 artículos
Realizamos entregas en
todo el mundo más de 40 países
